
Engineers turn scientific ideas into reality. They do it by identifying problems, studying the data, and finally solving them.
Engineers apply concepts from the pure sciences, such as Physics, Chemistry, Mathematics, & Biology. We see these concepts come to life in the fields of civil, electrical, mechanical, & chemical engineering, and in their sub-specialties such as nuclear, aerospace, biomedical, metallurgical, telecommunications, & software engineering.
Engineers are inventors and builders of tangible systems & structures, like buildings, factories, machines, roads, bridges, chemical processes, pipelines, dams, & data networks. They create stuff we could sense, i.e., see, touch, hear, and even smell & taste. If we don’t sense it, we’d have a difficult time appreciating it as an engineering marvel. Seeing is believing when it comes to engineering.
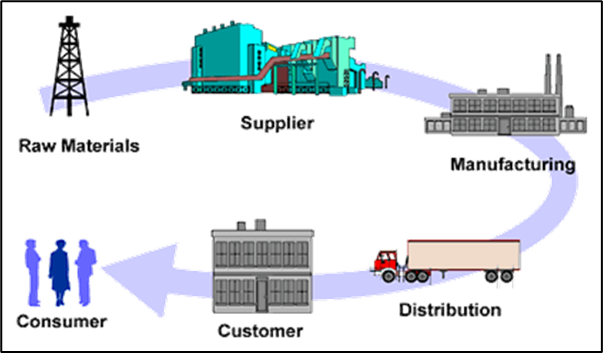
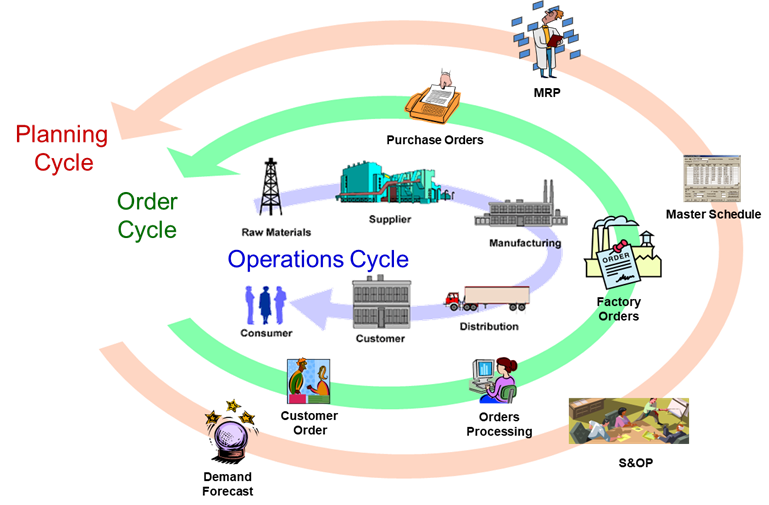
Supply chains are models of operative relationships which enable the flow & transformation of merchandise and services from their sources to their final consumption. They, however, aren’t tangible. As much as there are physical components to them such as warehouses, factories, equipment, and transportation, we can’t visualise supply chains in their entireties except via maps or flow charts.
Supply chains are not easy to understand, and we have different points of view regarding them. We manage them differently from firm to firm, industry to industry.
Because supply chains aren’t tangible and because they’re founded on relationships, we don’t engineer them. Instead, we manage them. By management, we, together with people via partnerships, plan, organise, direct, and control resources to achieve targets consistent with our enterprises’ missions and goals. Management has been our go-to approach to optimising supply chains.
We, however, seems to be getting to the point that management may no longer be enough when it comes to improving supply chains.
As supply chains have become more global and complex, managing them has become more difficult. Adversities are becoming harder to address as broader supply chains become more exposed to risks and uncertainties. These adversities range from day-to-day issues (e.g., delayed deliveries of raw materials, infighting between functions) to crises (e.g., pandemic, wars, labour strikes).
We are also dealing with more items, more activities, and more territories to cover. Some of us oversee the operations for thousands of products. Some of us negotiate with numerous vendors and service providers from all over the world. It doesn’t help that enterprises continue to expand product lines, or to merge or acquire other businesses.
We did, however, accomplish a lot thanks to supply chain management.
We transformed our enterprises to adapt to the realities of global supply chains. We collaborated with suppliers and set up supply, information, & logistics networks which enhanced visibility. We reduced lead times in production and transportation. Our enterprise superiors have appointed chief supply chain officers who changed organisational structures to break down functional barriers.
We adopted cutting-edge technologies from blockchains to artificial intelligence. We began to use drones & self-driving vehicles to deliver products to customers within the day they order and we automated our warehouses and production via robots and automatically guided vehicles.
But despite our investments and our initiatives, our supply chains remain far from their productive potentials. Even as our enterprises have grown in wealth and influence, our supply chains aren’t much different than they were at the end of the 20th century. Inventories swing from high to low or worse to out-of-stock. We fall behind in serving when our customers clamour for our products. And we frequently have to fight fires from ‘burning platforms.’
To put it simply: we’re stuck.
Engineering is where we go when we want to improve what we’re managing. Engineers help increase our capabilities especially in tackling overwhelming adversities. They help getting us out of where we’re ‘stuck’ in.
We, therefore, need engineering to help us become better in optimising, if not at least managing, our supply chains.
But before anything else, we must realise and accept that engineering is no longer limited to the application of the pure sciences but the tapping of lessons from the social sciences as well.
We must consider the relationships that are the foundations of our supply chains. If we are to engineer improvements into our supply chains, we’d have to improve those relationships.
This is kind of uncharted territory. Industrial Engineering (IE) is the closest to of any engineering discipline to handle supply chains. IE evolved from the accomplishments of Frederick Taylor in his introduction of workplace standards and his subsequent publication of his Principles of Scientific Management. Taylor bridged the gap between engineering and management with his efforts to apply science in the improvement of worker productivity.
We don’t hear much about Frederick Taylor or his Principles of Scientific Management in our present day, but the lessons we learned from him echo in how we improve the productivities of our workplaces. We do time studies to determine value-adding and non-value-adding activities, for example. We track the turnaround times of transportation vehicles. We minimise idle times of our production lines and utilise the most we can get from our machine capacities.
Many of us don’t appreciate Industrial Engineering as an engineering discipline because it addresses problems that are more intangible than what other engineers solve. IE works on stuff like methods, procedures, movements, operator-machine interfaces, & organisational hierarchies, which are the kinds of things that are not easy to see or grasp outright.
Industrial Engineering is more of an application of social science than pure science. We don’t do as much physics, chemistry, & biology in uplifting workers as much as we apply economics, sociology, and even politics. We associate IE more with improving the efficiencies of people via simple techniques like time & motion studies. We don’t appreciate that IE does substantial engineering such as in ergonomics, facilities planning, and operations research.
Industrial Engineering, nevertheless, has proven to be valuable in improving overall productivity. Frederick Taylor’s Principles of Scientific Management have made us not only more conscious of efficiency in what we do but also more proactive in finding the most optimum means to achieve our goals.
We as Industrial Engineers have our work cut out to detach IE as a subset of management to a discipline of engineering. We need to cross the bridge from seeing ourselves as management engineers (an oxymoron) to engineers who are builders of not only the tangible but also the intangible.
The opportunity to prove ourselves as builders of both the tangible and the intangible lies with supply chains.
As Frederick Taylor and Industrial Engineering has done with the human workplace, we can do the same with supply chains. We can apply scientific thinking to improving the productivity of supply chain operations.
We can bridge the gap between supply chain management and supply chain engineering.




{kind=link}