When we analyse the gaps in our supply chain operations, it isn’t just about how wide the differences are in how we’re performing versus what we’re aiming for. It won’t only be about variances between targeted & actual results, but it will also be about how well we respond to and handle risks now and in the future.
Adversities are dangers, perils, hazards, threats, and menaces that cause disruption (if not disaster) to our operations. Risks are the possibilities these adversities manifest themselves as unwelcome outcomes. Emphasis is on the word, possibilities. We’re never sure how and when risks will become adversities. We just know they can and will eventually.
Resiliency, however, is more of a buzzword than it is a desired attribute. It stresses responsiveness via “flexible planning and forecasting.” When it comes to reducing risk and adversity, we need to be more than responsive and flexible. We need to not only bounce back from disruption, but we also need to counteract, if not avoid, risk. It’s not resilience which we need, but versatility.
Versatility denotes our supply chain’s readiness to transform itself as the need arises. Versatility is the means to change whatever we’re doing such that we uphold & continue our track record of operational performance. Versatility is not only flexibility or the ability to switch or adjust; agility, the speed to make any change; and adaptability, the range of operability under different circumstances. It’s not only about coping, which is what resiliency means, but more of engineering our operations to be versatile.
Versatility is about solving problems before they become looming threats.
In 2005, then United States President George H. W. Bush asked his cabinet secretaries to plan for a possible pandemic. President Bush felt that the American government was not prepared to handle a pandemic like the influenza outbreak of 1918.
The Bush administration laid out proposals to stock up on medicines and develop protocols to respond to a pandemic threat. Bush’s then Secretary of Homeland Security, Ms. Fran Townsend, recapped:
Efforts to sustain the pandemic plan waned under succeeding US presidents.
When CoVID-19 arrived in America in 2020, the Trump administration referred to the 2005 Bush plan to respond to the threat. The US government sped the development & distribution of mRNA vaccines in record time, which likely saved lives and mitigated the coronavirus pandemic’s economic impact. It wasn’t a grand success but thanks to a former president’s forward thinking in 2005, the worst of the 2020 coronavirus was blunted.
The Bush administration’s pandemic plan was remarkable in that it was a “playbook,” which stressed “a global early warning system,” development of a “new, rapid vaccine technology,” and “robust national stockpile of critical supplies.”
The doctrine of the Bush plan was about responding to a pandemic threat via attacking the pathogens that would be causing it. It was about organising people and resources to solve problems. It wasn’t about preparing the government to be resilient, e.g,, locking down the country, but to be versatile, e.g., being forewarned about the threat before it arrives, studying what it is, & developing countermeasures via pre-planned medicine & vaccine protocols.
Gaps in supply chain operational performance include how we deal with risks. Risks are possible, if not probable, adversities—perils, menaces, barriers, divides, & obstacles—which would disrupt our plans.
So-called experts preach resiliency as the answer to mitigating risk. But it’s not enough. What we need more is versatility, the ability to flex, adapt, and be agile as the need arises. It’s about addressing the root causes and fixing them in our operations.
To be versatile isn’t about just being ready to respond or hunker down but instead be organised to solve whatever problems that are the root causes of the adversities awaiting us.
Engineering supply chains is about solving problems, not enduring them.
Kobe Hanshin Expressway, Before & After Restoration from 1995 Earthquake
The earthquake that hit Kobe, Japan in on January 17, 1995 lasted about twenty (20) seconds but with a magnitude of 7.3 on the Richter scale, it was enough to kill 6,400 people and damage up to 120,000 structures. The disaster disrupted the nation’s economy as the earthquake destroyed Kobe’s seaport, wrecked railways, roads & bridges, and shut down numerous manufacturing facilities. Critics chided the government’s slow initial response amid the disbelief that Japan’s much vaunted earthquake-proof infrastructure did not withstand the tremblor.
In one week, however, electricity service was restored in Kobe. Gas and water supplies were fully operational in four (4) months. Industries resumed manufacturing and national production output was back on track. Four (4) years later, Kobe’s infrastructure was rebuilt.
Most of Tokyo’s high-rise buildings, however, survived the swaying and came out practically unscathed. Engineers attributed this to ongoing improvements in structural design since the Kobe earthquake although the Japanese were once again shocked by the unprecedented damage and deaths. Critics again complained that the government was slow in responding to the disaster.
Ten years later, in 2021, Japan virtually recovered from the Tohoku earthquake with most infrastructure restored (except for the damaged nuclear power plant which will probably entail decades of cleaning up radioactive materials). Engineers may have learned lessons from the 1995 Kobe earthquakes but officials concluded that they needed to do better.
If there was common denominator in the lessons learned from Kobe and Tohoku earthquakes, it was that we should not believe we can learn everything we need to know from one or even two disasters. There will always be something we didn’t foresee, something we did not expect. We should always be anticipating different scenarios and seeking solutions to potential problems.
There was one other lesson.
Disasters may not happen often, but it doesn’t mean another won’t happen again and with much worse effect. Disasters occur when we least expect it and even though we may be able to predict or anticipate some of them, they likely can still hit us with more damage and disruption that we thought.
Of course, there are disasters which don’t turn out worse than we anticipated. A typhoon may veer at the last minute, sparing our cities. Or an unexpected heavy rain puts out a forest fire which was threatening a community. Before a container ship collided with the Francis Scott Key bridge at Baltimore in the early morning of March 26, 2024, first responders stopped traffic heading to the bridge in about 90 seconds after the harbour pilots issued a mayday alert; many motorists and riders (except for an unfortunate construction crew) were saved from tragedy as a result.
It’s not only that we learn a lot to mitigate the impacts from future disasters; but it’s also we realise there will be new lessons when they do occur. Every disaster is unique and thus we should always be open to learn new lessons when and after they happen.
The Japanese accept their country is prone to disastrous earthquakes, not to mention tsunamis, typhoons, and even threats from neighbouring nations. What is going for them is that they don’t give up learning, despite whatever frustrations they may feel when what they thought were solutions to risks didn’t prevent heavy casualties and losses.
The Japanese know they must not only learn from their mistakes but also that they should explore potential ones. We must identify and solve problems even though they may at the moment be just figments of our imaginations.
It is not risk management, but engineering for risk.
When we undertake projects like constructing an edifice, assembling an airplane, installing new information technology (IT) systems, we first assess & plan the scopes & requirements. We confirm our vision for the project, do a reality check of what we have currently, and analyse the gaps we’d have to bridge or bypass.
We identify the opportunities & challenges from the gap analysis, and we then define the problems which underlie them. The solutions we formulate would determine the tasks we’d need to do to build our supply chains. Tasks are the components of every project roadmap and supply chain projects are no exception.
It’s easy in some projects to enumerate the tasks. Typical projects such as the construction of houses, assembling of ships & planes, and introduction of new software can be straightforward in many cases. Problems are foreseeable or have been solved from experience with similarly previous projects; the solutions & corresponding tasks are known.
Not so for supply chains, however, and for any supply chain for that matter. Supply chains are individually distinct from one another, even for those with products or services that may seem identical. No two (2) supply chains are alike; we could never build one that would be totally the same as another.
Because every supply chain is different, the project scope would entail developing one practically from scratch. As much as we could tap previous experiences with other seemingly similar supply chains, we’d be encountering and solving problems which would be exclusive to the project we’d be working on.
Building supply chains aren’t only about developing infrastructure or acquiring assets (e.g., ports, storage & handling facilities, transportation, factories, raw material sources); it’s also and more about putting in systems & structures for optimal operational performance.
To figure out what systems & structures we require, we would need to solve the problems stemming from the gaps between our present state and aspired future state of operations.
We develop a problem map that summarises opportunities & challenges we gleaned from our gap analysis. A problem map is a list of those fuzzy issues. (A problem map is not a problem tree nor is it a fishbone diagram, which are more of problem hierarchies which visualise possible root causes).
Example of a Supply Chain Problem Map (Fuzzy Issues)
Fuzzy issues are our starting descriptions of problems we identify as adversities or challenges to the building of our supply chains. They are not yet the problems per se as we would need to clarify & refine the issues & their root causes.
A problem map such as in the figure above is a first-draft scope of what would be involved as we build systems & structures for our supply chains. It goes without saying that it could look quite intimidating.
We encounter red tape in just about every transaction we undertake. It’s burdensome, annoying, and always a waste of our precious time.
Red tape is a scourge, and it should be eradicated.
But we don’t and we won’t get rid of it because not only do we resign ourselves to it, we accept it as an instrument organisations use for whatever purposes their leaders have in mind.
Red tape represents the complicated & often inconvenient regulations, procedures, & requirements many organisations impose to anyone doing business with them. Even though the term may have originated sometime during the medieval ages, red tape has been with us since the dawn of civilisation.
Historians attribute the phrase, red tape, to the tape or string that tied together government documents in the 16th century. Red-taped bundles of documents would be presented to European monarchs for them to read and decide on issues. The expression, “cutting through the red tape,” meant the unbundling of the said documents.
We experience red tape in government and private organisations.
For example, in the Philippines:
It may take up to six (6) months to secure a permit to construct a building because applicants not only are required to submit numerous documents to be submitted but also would wait for weeks for city hall officials to review & approve applications.
Buying and operating a diesel generator requires permits from at least three (3) different government agencies, which also are subject to renewal & inspection every calendar year.
Every corporation in the Philippines must submit financial statements separately and under different formats & guidelines to the country’s tax authority (Bureau of Internal Revenue[BIR]) and Securities & Exchange Commission.
Philippine citizens are subjected to lengthy procedures and expensive fees in applying for visas to enter foreign countries.
Private business employees enrol in several agencies when they are hired for the first time. They need identification (ID) numbers & cards from the Social Security System, for Philippine Health Insurance (PHIC), for Home Development Mutual Fund (to avail of housing loans), and from the BIR.
These red tape examples contrasts with Philippine government leaders’ calls for more investments and business entrepreneurships, and discourages direct foreign investments from enterprises from other nations.
Red tape, however, can be deliberate means to discourage individuals.
For instance, owning and registering firearms in the Philippines requires a very cumbersome application process with the Philippine National Police (PNP). Carrying guns is not the same as possessing one, as per PNP regulations. Each requires separate applications and permits, in which each, respectively, is complicated to comply with.
Organisations try to reduce red tape in welcoming or serving customers. For instances:
Banks offer pre-approved credit cards to selected clients to woo them away from competitors.
Local governments set sup “one-stop-shops” in which new businesses can apply and secure permits from different agencies from just one designated place, instead of having to go to different offices or sites.
Airports set up automated self-service kiosks which allow select passengers to check-in without having to wait in line.
Ideally, there should be little, if no, red tape in the transactions we do daily. Unfortunately, for various reasons (most of which are silly or illogical), governments & organisations subject us ordinary people to the complexities and inconveniences of red tape bureaucracy.
We resign to it, but we shouldn’t stop seeking to reduce, if not eliminate it.
Red tape via the time we waste and the resources we spend impedes our productivity. The less red tape, the more productive we can be.
And we could use all the productivity we can get in this competitive world we work in.
We know where we’re at versus what we want, i.e., we did our reality check.
We see the disparities between our present-state & future-state performances, i.e., we mind the gaps in our supply chain operations.
The next step in building our supply chains is to make a roadmap, a series of steps which taken together would lead us to a desired future state of supply chain performance. These steps would bridge or bypass the gaps we identified by comparing our present operations to what we envisioned.
It sounds like Project management methodology, in which we define and plan tasks, resources, accountabilities, and schedules for a complex undertaking. Typically, in project management, we identify which tasks goes first and determine milestones, the points on a project’s path in which we meet the criteria for a task’s achievements. We also determine whether our accomplishments are aligned with our objectives.
But the roadmap of building supply chains is not composed of tasks, but solutions, in which we address problems the gaps we had identified represent. Project management is more about making a solution into reality, as the project which we are undertaking is by itself the solution (or set of solutions) to a problem. In managing a project, we know what we need to do; we clarify the tasks, plan the support, assign the people who’d be responsible, and determine the schedule and costs. In the building of supply chains, however, we define and solve problems from the gaps we observed in our operations. We make visible the challenges from the realities of individual operations, we look for the root-causes, and we clarify the problems of each; we then set out to solve them.
Managing a project is like planning a road trip through known territory. We are familiar with the terrain and the traffic. We make out a route via streets & highways to reach our destination. And we estimate how long and how much it will cost it will take to get there. Our roadmap is a route passing through existing territories and networks.
Drawing a supply-chain-building roadmap, however, is not only like planning a road trip but also constructing the road itself. The territory between the starting point and destination requires development. It’s like building a highway through a jungle. We would need to survey the terrain, obtain resources, determine the best pathways, and invest in the infrastructure. We would need to build the road for the roadmap.
Unlike project management, drawing the supply chain roadmap identifies problems from performance gaps in supply chain operations. The problems and their respective solutions are what would be the components of the roadmap from the present state to the envisioned future state. We just need to plan which ones we solve first.
Given that the supply-chain-building roadmap is focused toward solving problems, we’d not precisely know how long and how much we would need to complete it. The purpose of the roadmap would be to lay out the problems we can expect to encounter and must solve,
It may be argued that there are already structures & systems in place. There are already established manufacturing & logistics networks and multitudes of vendor with long track records. There are functioning global supply chains in place. Why would we need to build new systems & structures?
Despite the existence & growth of local & global infrastructure (e.g. ports, ships, trade routes, manufacturing & logistics facilities) many supply chains have stagnated performance-wise. An extreme observation would be that supply chains have become trapped in their own infrastructure.
Supply chain management has generally been about working with available resources, systems, & structures. Managers improve operations based on what exists, such as ports, trade routes, facilities. Enterprises have put a lot of focus, for example, on transportation turn-around times, outright inventory reductions, and head count cutbacks to uplift their operations’ productivities.
But working with what we have can go only so far in improving our supply chains. Many supply chains have plateaued in performance such as inventory turnovers and delivery performances staying flat over time. It doesn’t help that disruptions such as weather & climate disturbances (e.g. drought limiting port traffic at the Panama Canal), security diversions (e.g., ships avoiding Red Sea missile attacks), and more complicated regulations (e.g., requirements to disclose supply chain sources) have made it more difficult to optimise supply chains.
Managing supply chains per se is therefore not enough. We need to build better structures & systems from the ones we have at present. The supply-chain-building roadmap we would draw would be about solving the problems in setting up new structures & system based on the gaps we had observed between our present-state operational performances and desired future-state results.
We know our vision, we accept our reality, and we see the gaps that we need to close. We identify problems in building our supply chains, and plan which ones we will solve in sequence or simultaneously, bearing in mind that the problem-solving path we choose to take would be consistent with our vision.
We see the sign in many railway stations around the world: mind the gap. It’s a reminder, if not a warning, for us to watch our step as we cross the space between the train from the platform. As much as we may take it for granted, if we don’t watch our step, we can fall into the gap and risk injury.
Gaps are the spaces that separate us from where we are and where we want to go. They can be small and easy to cross just like those between trains & platforms. But they can be large like rivers or oceans in which we would need to ride on ships or plans to pass over them.
Gaps, in the supply chain engineering context, are the disparities between the ideal and the present states of the structures & systems of our operations. Gaps represent the differences between the performances we want to achieve versus how we are currently doing. Gaps are the obstructions, divides, barriers, and adversities that stand in our way toward our ultimate objectives.
Gap analysis is the third (3rd) step in building supply chains. It follows the first step of envisioning, in which we define the future state, what we want our operations to be like. And it comes right after the reality check, in which we diagnose the present state of our supply chain operations.
In both the envisioning and the reality check, we actively collaborate with partners as much as we coordinate with our colleagues. In both steps, we seek consensus on the aspired future state as we acknowledge our present state.
In gap analysis, we compare both the future state and the present state. Even if it may seem obvious, the purpose of this step is to measure and appreciate the gaps between the present state of operations versus the activities we aspire for the future state.
We know what we want our supply chains to be. We envisioned it.
We know where we are currently, what is our present state, because we did a reality check.
We then identify and assess the gaps between the present state and the future state, we look at and figure out how to bridge the divides between both states.
Gaps could be small, or they could be large. Some may seem simple to resolve; some may seem overwhelming. Some may not be very clear, if not invisible, to observe.
To gauge the gaps between the present state and the future state, we first confirm what our goals are vis-à-vis our envisioning. We then assess our present state via our performances versus these goals.
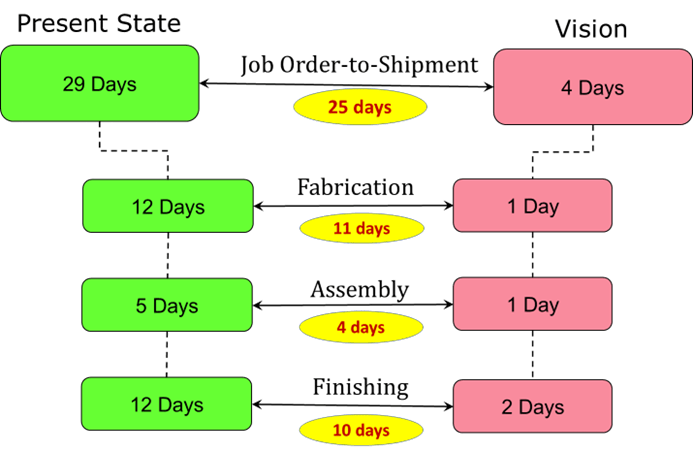
The general manager of a high-end (i.e., luxury) furniture exporter firm is dissatisfied with the long order-to-delivery lead time to customers. The exporter sources raw materials & manufactures in Southeast Asia, and transports finished items to waiting clients in North America and Europe.
It can take up to three (3) months from the time customers place their orders to when they receive the products. Customers have complained that is too long and the general manager agreed.
The general manager observed that it takes up to one (1) month to manufacture an item at the firm’s factory in Southeast Asia. The GM, with the help of consultants, therefore, did a gap analysis.
It takes up to twenty-nine (29) calendar days from the time the factory receives a job order (document requesting & authorising manufacture of a furniture item) to the time items are shipped (as in loaded on a container van & dispatched from the factory).
The general manager noted there was a lot of waiting time between production steps and saw that he could narrow down the factory job-order-to-shipment lead time to four (4) days.
He broke down the manufacturing process to three (3) major operations: fabrication, assembly, & finishing, and found that he could pinpoint gaps in each.
It then became a matter of identifying specific areas of improvement in each operation to shorten the lead manufacturing time. These identified areas of improvement would be up for problem-solving by supply chain engineers. We just have to figure out which ones we prioritise.
We face gaps wherever we go and in whatever we do. Many are small and easy to cross; some require intervention such as building bridges or booking transportation to cross large bodies of water.
Whether they be small or big, we mind the gaps we meet, otherwise, if we are careless, we risk falling into them and incurring injury or expense.
We analyse gaps as the third step in building our supply chains. We try to consider all of them in identifying where best to transform our operations for the better. The cumulative effect of closing the gaps in our supply chains do lead to better business results.
Once we know the gaps in our supply chains, we then figure out which ones we want to close or address from first to last. This sequence, if we would call it that, would be the basis for the fourth (4th)) step in building our supply chains: drawing the roadmap.
Meanwhile, let’s make sure we mind the gaps we run into.
We use maps to guide us to a new destination. If we don’t have one, we’ll end up lost and asking people on the way for directions. We then would remember the route we took in case we’d return to where we went.
Thanks to apps like Waze, Google Maps, and Apple Maps, it’s easy to figure out the shortest & fastest routes to just about anywhere, whether we drive a car, bicycle, or scooter, or walk. Getting lost in the woods (or even lost at sea) is unlikely as long as we have a smartphone handset and mobile Wi-Fi connection.
We didn’t have these conveniences not so long ago (as in up to the turn of the 20th century) and our forefathers had it much rougher before then.
But we still follow most of the same routes our ancestors travelled many years ago.
We as people have been doing business with each other since the dawn of civilisation. Farmers & fisherfolk would sell their harvests & seafood to bakers, butchers, & artisans. The trading led to marketplaces and then to villages as populations grew. Villages would trade goods with others nearby, who would then trade with others further away. Before long, merchants would be shipping goods across seas and mountains.
Merchandise trading has been a business endeavour for generations. We sell minerals, livestock, & crops in exchange for items we hope would be of higher value, such as gold & garments (and weapons & human slaves, which in the past was not yet frowned upon socially, morally, or legally).
As the trading became more lucrative, merchants sought more stuff to buy & sell. The competition (which also in the past meant wars & conquests) got fiercer such that kingdoms & merchants encouraged explorers to go further out.
Explorers didn’t know where to go and had no idea who’d they meet. Their purpose was to discover and negotiate with any community they’d run into and obtain both supplies (i.e., food, water) and acquire items which may be of value to return home with.
It wasn’t easy. Some explorers died of disease on the way. Some were robbed, killed, or taken prisoner. Some got lost and never returned. Some fought among themselves and ended up stranded or missing.
For those explorers who did succeed, that is, met & established rapport with tribal chiefs and overlords of empires, trade agreements were established. Explorers returned with hefty cargoes of valuable merchandise. Merchants and kings, impressed with the new items and wanting for more, invested more ships & caravans to ply the new trade routes.
These trade routes became the springboards for the awesome global supply chains of our modern day & age. From caravans of camels & mules, we today have kilometre-long freight trains crisscrossing vast territories via elaborate railway networks. From galleons sailing for months across oceans, we have super-size ships laden with hundreds of steel container vans moving to & from continents in a matter of days. From the guilds & merchants who produced textiles & trinkets, we have sprawling factories churning electronics, appliances, automobiles, garments, petroleum, minerals, furniture, etc., by the millions. Jet-fuelled aeroplanes, large storage & handling facilities, computers, & apps, some unheard of as recent as the early years of the 21st century, complement the volumes of trade transactions that take place every day around the world.
We have resorted to advanced technologies to make our supply chains more efficient. We have automated manufacturing & logistics operations, applied artificial intelligence to our purchasing & order-to-delivery transactions, invented apps to guide our transportation vehicles (and inevitably make them self-driven), and integrated our planning & order-to-delivery information systems.
We have also made our supply chains more sustainable and governable. We had made our organisations more ethnically and gender diverse, had tapped renewable energy sources, and had become more compliant to ethical & socially accepted norms & regulations.
We benefit from present-day supply chains in that we can avail of so many products & services from almost anywhere in the world at short notice. Modern supply chains are a far cry from the trade routes of the past.
But, despite the technological advances and the availabilities of products & services in quantities unprecedented in human history, have our supply chains become more productive than the trade routes of the past?
If we define productivity as fulfilling customer or market demand within stipulated schedules, at specified quantities & qualities, and at values desired by stakeholders, we still have plenty of room for improvement.
Demand has grown in leaps & bounds as trade routes transformed into the complex supply chains of the 21st century. As we can get more, we want more. Our supply chains, therefore, are in a constant state of constraints in capacities & bottlenecks.
Relationships established via negotiations & agreements are the foundations of the trades that our supply chains operate from. It was like that in the past and it still is today. Despite how much of our trading has become complicated and big through time & globalisation, we continue to manage our supply chains based on terms & conditions of our contracts. How we run our operations depend a great deal on what we agreed with vendors, service providers, & customers.
Our contracts with our vendors and customers had largely focused on results. We settle & commit on prices, volumes, specifications, & schedules. How we will fulfil those contracts are entirely up to the individual enterprises; we don’t care how our vendors will supply us as long as they do.
It may be time that we confront this kind of thinking because it may be what has been impeding further improvement to supply chain productivity.
Despite the popularity of technologies, from automation, AI, to digital (whatever that means), supply chains have not gotten any better. On the other hand, supply chains in the 2020s have found themselves getting greater attention for shortages, delays, and higher costs. Our supply chains are stagnating. It’s no help that adversities (e.g. piracy, natural disasters, political wars) are dragging down our businesses as much as, if not worse, than they did in the past. Supply chain managers have been struggling to satisfy demand and at the same have been busy untangling messes caused by disruptions.
Collaboration with our partners (vendors, service providers, & customers) is key to unlocking more improvements in our supply chains. We need to tie in our enterprises’ operations with our partners as we establish common-ground targets in prices, volumes, specifications, & schedules.
How do we do that? It’s not that enterprises have tried to collaborate. As much as they have, it hadn’t seemed to work. It’s not only because partners hesitate to trust each other, but also because they have no idea how to interconnect their operations. We have become so accustomed to working within the boundaries of our businesses and leaving it up to others to source, serve, & deliver. We didn’t care and we saw no reason to, at least until our supply chains have plateaued in performance & growth.
We are realising collaboration does not just mean negotiating & fulfilling agreed contractual obligations on our own. It means actively cooperating in tying & optimising operations together to attain mutually beneficial results.
Optimising, however, is not included in the supply chain manager’s job description. Management is about planning, organising, directing, & controlling. Managers also improve systems & structures, but they don’t optimise them. This is because optimisation involves building systems & structures to attain loftier results.
Optimisation is the purview of engineers, not managers. Engineers build systems & structures to optimise facilities & operations to achieve the best possible results. We manage by working within systems & structures. We optimise by changing them.
To optimise our supply chains, we must, therefore, not rely on the management of supply chains but by building them.
Building our supply chains would be unprecedented for many of our enterprises. We never really did since the debut of the trade routes. It would be a break from the traditional negotiation-to-contract I-don’t-care-how-you-do-it process. We’d be working together with partners to create operating relationships that are mutually productive for every participant.
It’s not something we would expect many enterprise leaders to outright accept. As of the mid-2020s, executives, managers, and academics are stuck to the notions that management can optimise supply chains via advanced automation & digital technologies. Many stubbornly believe we can manage adversities, risks, & fickle external regulatory & economic environments.
We don’t just work with what we have when times change, we also undertake necessary changes to adapt to our evolving world. We also sometimes lead changes to our world when we proactively initiate changes.
We have many conveniences today that our ancestors (and we ourselves) didn’t have just not so long ago. Thanks to these conveniences, we can avail ourselves of items & services from just about anywhere in the world at almost a moment’s notice.
Greater convenience, however, has led to greater demand growth. And while we tackle adversities which have not really gone away since the early days of trading history, we find our supply chains stuck in a performance plateau.
Collaboration via contracts has not been satisfactory. We need to collaborate to tie interconnect and optimise operations. Optimisation means changing our existing systems & structures, not just working with what are already there. We would need engineering expertise to build our supply chains as management by itself wouldn’t be able to do it, as it was never part of its job in the first place.
It won’t be easy as many of us do not accept that the management of supply chains by itself won’t make them any better.
It wasn’t easy for explorers to discover the trade routes then. It won’t likewise be easy for today’s engineers to build the new supply chains of tomorrow.
A multinational consumer goods corporation initiated a comprehensive information system project for all its departments, manufacturing & logistics operations included. The lead person of the project was Dana, one of the corporation’s up-in-coming IT managers.
Dana convened a working group comprised of senior heads of respective departments of the multinational’s various departments, i.e., finance, sales, manufacturing, & logistics. For several months, Dana and the working group toiled over how to integrate the new IT system into the organisation’s operations. Different programs & user interfaces were presented, discussed, & debated.
Finally, Dana and the working group agreed to a final prototype & implementation schedule for the IT system.
The logistics senior manager, Otis, however, was often absent during the working group’s meetings. Whenever he did attend, he would just nod to whatever Dana proposed. Right after the members of the working group placed their signatures of acceptance of the new IT system prototype, the chief executive officer (CEO) asked Otis to resign, citing his chronic absenteeism and poor job performance.
As soon as the new logistics manager, Ben, attended the last working group meeting, Dana told him that the new IT system would be up and live within a week. Ben asked if he could look at the system. Dana said yes but Ben would just have to accept the system as is since the programmers were almost done preparing the system for implementation and the working group & the top management had already approved it.
Shipping operations on the first day the system went live was a disaster. There were no orders or items to allocate or plan deliveries. Staff couldn’t print invoices. Trucks waited for hours to be loaded & dispatched. Forklift operators likewise idly stood by as staff sweated waiting for the slow IT system to print pick lists.
Finally, Ben got fed up. He told staff to manually override the system to print invoices & dispatch shipments. Dana angrily disagreed. She reminded Ben that he was not doing what the system was designed for. Ben said he didn’t sign off on the system in the first place and he could have helped make it better if Dana gave him the chance. Dana, however, threatened Ben and both ended up quarrelling in public.
Ben continued to override the IT system much to the annoyance of Dana. Top executives, meanwhile, complained about slower than usual shipments and demanded Ben do better. Executives could only scratch their heads, however, when Ben & Dana tried to explain what happened. The executives themselves didn’t understand what the IT system they approved was designed to do.
The multinational corporation updated the IT system some months later. Operations stabilised as Ben & staff contributed their input. Dana eventually got promoted to a more senior position, but Ben resigned some months later.
Whether it’s implementing a new system or constructing a new facility, we who are project leaders make it a point to involve users & stakeholders to participate in the planning and to jointly approve the final design.
Dana’s mistake was she relied solely on senior heads to get their input and authorise the system she was introducing. She failed to ask the real users themselves such as the logistics staff who would be at the forefront in the execution of her system’s order-to-shipping module of the IT system. She thought the former logistics manager’s, Otis’, signature was enough, and she didn’t give weight to any of Ben’s or the logistics staff’s inputs.
Ben’s mistake was he didn’t apprise his superiors to the potential problems of the system. He paid for that mistake with the ensuing mess his shipping department went through starting the first day of the system’s implementation and with a tarnished record for his bucking the system and quarrelling with Dana.
But the biggest mistake was the executive leadership’s passive oversight of the new IT system’s implementation. The executive leadership’s ignorance could not be excused given that the corporation invested a lot of money into the new system. Not only the chief information officer (CIO), chief supply chain officer (CSCO), chief financial officer (CFO), and the sales director but also the CEO himself were just as (if not more) accountable as Dana & Ben in the system’s implementation.
The leadership had no one to blame but themselves for the mess.
But at least somehow, they learned as the corporation in later years did well.
This was based on a true story in which we hopefully won’t have to similarly experience.
Many nations require engineers to be certified & registered before they can practice, or at least be recognised as authorities in their fields. Given that engineers, such as civil, mechanical, & electrical engineers, design & construct equipment & facilities which the ordinary public uses, it makes sense that governments insist engineers undergo extensive education & licensing.
Many of these same nations, however, don’t require industrial engineers to register or be licensed. Many people don’t recognise industrial engineers as true engineers. IEs are seen more as managers, hence, there’s no rationale to register IEs as engineers.
We, who are industrial engineers, have strived for legitimacy. We want to be recognised as engineers, not managers. We don’t really like the stereotype that IEs are nothing more than technical support for managers, that we are just timekeepers with stopwatches who simply measure how long workers finish their tasks.
Some of us turn to private professional organisations to attest to our industrial engineering expertise. We apply for memberships & certifications and boast these to prospective employers & clients. If we can’t get licenses from governments, we can at least get certifications from private groups to legitimise our IE backgrounds.
But what qualifies the private groups as the authority to legitimise IEs?
Universities hand out diplomas to graduating students after they had passed through curricula of classes taught by distinguished professors. We know the professors are qualified because they themselves were taught by previous academicians.
We recognise the authority of professors not only from their educational training, however, but also from their track records of research & insights. The best professors are ones who make discoveries, formulate daring theories, and eagerly educate us about them.
Many engineers have contributed their share of discoveries & insights. They introduced new ways to construct buildings, assemble machines, fabricate parts, invent new formulae, and find new sources of energy. We owe engineers a lot for the better standards of living they had brought to our societies.
We who are industrial engineers have also contributed our share of discoveries & insights. Somehow, for some reason, however, the same societies who appreciate engineers for their innovations, don’t seem to recognise our IE insights to the same degree.
Perhaps it’s because our IE discoveries seem more mundane, or unlike other engineering fields, invite controversies. IEs, unlike other engineers, put focus on the performance of workers in their workplaces; whatever ideas we bring forward, therefore, are subject to varying individual opinions. Some individuals, such as executives & labour union leaders, would bitterly disagree with IE findings about how well workers perform.
Many private groups don’t have peers who have sterling track records as those of university professors. Whether it’s because many IE experts aren’t equally recognised for their work or because there aren’t many IE professors is not the issue. Certifications from private groups with shallow credentials would not truly authenticate us as industrial engineers.
We IEs should do what the engineers did when they were also starting out more than a hundred years ago. We should be doing our own research and discovering new ideas. We should be hunkering down into our operations and relentlessly pursue solutions to problems. And when we do find those innovative solutions, we should be then strongly proposing & justifying for their design & implementation.
If we seek an ideal platform for where we as IEs can innovate, it would be supply chains. There has never been so much opportunity to improve the supply chains as in this period more than twenty (20) years into the 21st century.
We have faced many challenges with supply chains since their inception in the 1990s. Costs continue to rise. Items, including critical ones such commodities, medicines, & spare parts, are chronically out of stock. If items are not out of stock, their deliveries are frequently delayed or incomplete. And if it’s not delays or outs-of-stock, we would have too much inventories of the items, in which we incur unwanted storage & logistics expenses. Items also go obsolete due to expiry and changes in customer preferences, which lead to waste & expensive disposals.
Supply chains also have faced increasing risk and frequent disruptions. Supply chain managers (SCMs) have been unable to tackle adversities with the existing infrastructure and resources they are limited to.
Supply chains, thus, need to change. Business leaders, however, have been slow to realise that. Supply chain management by itself is becoming a futile option to sustaining the viabilities of supply chains.
A supply chain is a conglomeration of relationships within & between enterprises which transact, convert, & move merchandise from one operation to the next, starting from the sources (e.g. raw materials) to their ends (i.e., the final end-users). They’re not really chains that are linearly connected by ‘links;’ they branch out like trees. They’re not eco-systems as glorified by some so-called experts; supply chains aren’t jungles. Contracts between individuals & enterprises doing business with each other determine how supply chains operate.
Industrial engineers are most qualified to improve supply chains. IEs would have the competent abilities to tackle the complex systems & structures underlying supply chains, given that they are based on relationships. IEs would have the experience in optimising the methods & frameworks used in supply chain operations. IEs also have the talents to focus on the holistic designs of systems as much as on the processes of specific activities.
IEs would engineer our supply chains, not manage them. Supply chains present a splendid opportunity for IEs to show off their prowess in problem solving and productivity improvements.
We don’t need to be endorsed by professional associations or private groups to be recognised as IEs. We just need to do what the early engineers did more than a century ago, i.e., we should solve problems and build systems via our own initiatives. We should proactively innovate, invent, & implement solutions.
Nowhere is it more promising to present our IE capabilities than in existing supply chains. There is much potential, if not so many problems, waiting to be worked on in supply chains.
We don’t need to join a club to justify ourselves. We just need to show what we can do.
We go to an off-site strategic planning session (or a seminar or workshop), bond with colleagues in teambuilding exercises, creatively come up with new ideas, and commit to action plans to implement them.
As soon as we return to our workplaces, we go back to doing what we have always been doing. We respond to requests that have piled up on our inboxes and we catch up on tasks because we have deadlines to meet. Some of us may try to implement some of those action plans we committed to, but sooner or later, they fall by the wayside because we have other more important things our bosses tell us to do. It’s as if we never left; that off-site experience seemed just a dream.
The first step to building supply chains is envisioning. We, who are enterprise professionals, stakeholders, and our partners formulate a future supply chain state we all agree we want to attain.
Envisioning requires collaboration which involves both the sharing of information & ideas, and negotiation. We put forth varying positions on what each of us believes what our supply chains should be like and what they should deliver. The hard part would be marrying our and their positions into one agreed vision for a future supply chain state. We spend time & energy listening, conversing, & convincing as we iron out differences and understand each other’s opinions. We give and take until we arrive to a consensus.
When we and our partners finally settle on a common vision for our supply chains, we celebrate. A common vision among supply chain partners would be a significant achievement, a feat which many enterprises have not pulled off. It may even be a first time for whatever industry we are in, thereby a triumph which could lead to breakthrough results.
Excited as we may be about what we envisioned, we wonder if we could really achieve that vision we and our partners just hammered out. Is our vision going to be just like those ideas we committed to in the last off-site strategic planning session we went to? Is it just another dream that disintegrates as soon as we wake up to our supply chain realities?
We can all be fired up to implement new concepts in our operations only to see them immediately fail as soon as we run into adversities. For example, we may want to start using statistical control charts to monitor materials as they transform to finished goods. We assign & orient operators to update the charts at their respective workplaces. After a few days, the charts are no more. The operators didn’t appreciate the value of the control charts as they complained they had no time to measure samples and graph them. Vendors and customers didn’t see the relevance of the control charts to their own quality parameters. And finally, our bosses didn’t care for them even though they signed off on using the charts in that last off-site strategic planning session.
Envisioning a future state can be exciting. But the excitement easily extinguishes as soon as we come back to reality. Hence, to proceed with the building of our supply chains, we need to undertake the next step after envisioning: the reality check.
To build a supply chain, we must not only have a clear vision of the future systems & structures we are aiming for, we also must see visibly what we currently have and are doing. We can’t proceed to our destination without knowing where we’re starting from.
In the reality check, or what some of us may formally call the diagnostic assessment, we lay out and examine the details of our present-day operations. We map activities, draw the structures of our organisations & relationships, tabulate operating prerequisites, gather & graph performance information, and lay out facility & flow diagrams.
The purpose of the reality check is twofold:
It’s to understand what we’re doing and find out where we are today.
It’s to identify the gaps between our present state and future state.
A reality check is an exercise in evaluation. We make visible the systems & structures and gauge the performance of our supply chain operations. It’s essentially showing a mirror of one’s operations to stakeholders.
Reality checks are not meant to be springboards to quick-fix solutions, even though we may immediately find offhand obvious ones as we examine our supply chains.
We use reality checks to compare our present supply chain states to the future state vision we and our partners formulated. We not only gain insight about what and how our supply chains are doing but also explore how far we need to go & how much we need to do. In short, we identify the gaps.
It’s nice to dream, to conjure a future state which would be better than what we presently are in.
But our dream clouds go “poof!” as soon as they collide with realities.
Supply chain realities give us no respite. As soon as we form a collaborated vision with our colleagues & partners, we should do a reality check or formally, a diagnosis of our present-day supply chain operations.
When we make visible our supply chains operations and their performances, we can assess where we are today and comprehend the gaps between our supply chains today and our visions for them.











{kind=link}