Collaboration denotes a cooperative working relationship between parties which leads to mutual benefits. It’s not commonly observed in industries and supply chains despite the potential benefits it can bring. This is because it’s not easy to do and in the first place, many business executives don’t think it’s worth the trouble.
Many enterprises, small businesses especially, don’t have the leverage to collaborate. Big companies look down at small ones, for one thing, and see no worth in pursuing collaborative relationships with enterprises that contribute little to their revenue or cost.
Even if a small business grows larger, it would still have trouble earning trust from suppliers and customers. It’s just natural to be suspicious and wary when dealing with others outside of our own organisation, if we aren’t already to those within our own workplace. Our parents did tell us not to talk to strangers when we were children. We were taught not to trust just anyone.
Collaboration has to start between individuals within an organisation before it can expand to those outside it. An organisation has to establish internal collaboration before it can externally collaborate with other enterprises such as vendors and customers.[1]
Internal collaboration is when “sales, marketing, and operations find a way to align and focus on serving the customer in a way that maximises internal profit.”[2]
When internal collaboration is achieved, then an organisation can move to external collaboration. External collaboration “consists of a supplier and a customer working together to achieve mutual improvement.”[3]
We should know what collaboration is and what it is not.
- It isn’t a meeting. It’s not several representatives of one company meeting with those from another. It’s not enough also that representatives draw up agreed action plans or sign a contract after a series of meetings. Agreements and contracts aren’t collaborations; they’re just formalities to existing business arrangements that don’t outright lead to mutual improvement;
- Collaboration isn’t an internet link. When an enterprise can order materials from suppliers via email or customers can order merchandise via a dedicated electronic data processing (EDP) network, that is not collaboration. That’s a connection. Such a network that eliminates time-consuming documentation may be a manifestation of enterprises working together but it’s really nothing more than a wired conduit between information systems;
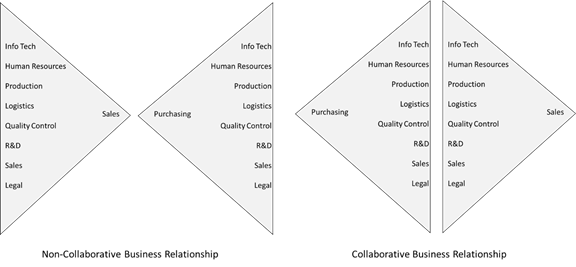
- Collaboration is about multi-function cooperation, not just one department with another. It’s about representatives from every relevant function of an organisation cooperating with counterparts from another. Suppliers and clients in collaboration wouldn’t be limited to price and order issues; they’d be discussing inventories, payables, quality, and operations reliability;
- Collaboration is working together. It is about enterprises huddling as one in developing common mutually beneficial objectives and strategies;
- It isn’t a merger. Collaboration doesn’t mean becoming one enterprise. There’s still a distance to maintain because there would still be diverging interests. A customer who’s into retail may not want to really involve herself too much with a supplier who’s into manufacturing, for instance;
- Collaboration is dedication via leadership. Enterprise executives must lead by showing initiative, investing time, and developing trust with their counterparts. When executives dedicate, they show how serious they are to the organisation. Naturally, the organisation would follow the leaders;
- But it’s dedication not commitment. Collaboration is more like a friendship, in which individuals come together as a team to explore opportunities and come up with common goals. But it’s not a marriage where an enterprise wholly commits itself to another. We don’t sell our souls when we collaborate;
- Collaboration is not for everyone. Small businesses may not have much leverage to collaborate but who cares? Some firms may be perfectly fine without collaboration, for now or for the meantime. A hardware store dealing with thousands of items wouldn’t spare the time to collaborate with a vendor of very few items, even if the items make up a significant bulk of sales;
- Collaboration is an activity that requires preparation and structure. Dealing with counterparts, whether internally or externally, with other functions or with vendors or customers, requires planning, policies, and a framework of assignment, accountability, and performance measurement. There must be a front-line team who will work with another from the other side. That team must know what it wants, what its limits are, and what it must answer for;
- Collaboration is a system. At least it should evolve into one. Collaborating is not just a meeting of minds and just getting things done together. For it to be worth it, it has to result in a continuous mutually beneficial relationship. Each side should establish a shared routine of communications, negotiations, and transactions that point toward higher levels of performance that give rise to ever increasing benefits.
Collaboration is not only about getting two parties together, ironing out differences, and coming out with an agreement. It’s not a meeting. It’s not something that leads to a contract or even a merger. It’s an activity where counterparts work together toward a common purpose for mutual benefit. But it’s not a marriage; counterparts should respect each other’s individual personality and path. It requires a team with a set agenda and that’s dedicated to perform. It eventually becomes a system where the parties perform and grow together in a shared environment.
It’s not easy to start, not easy to sustain. But it might be worth the effort. Because two heads are always better than one. Working together is better than working alone.
[1] Reuben E. Slone, J. Paul Dittman, and John T. Mentzer, The New Supply Chain Agenda: The 5 Steps that Drive Real Value (Boston, Massachusetts: Harvard Business Press, 2010), chapters 5, Kindle.
[2] Ibid, chapter 5, Kindle.
[3] Ibid, chapter 6, Kindle.