In the late 1990’s, Asiatrust Development Bank, a relatively newcomer to the Philippine banking industry, expanded its banking hours from 8:30am to 6:00pm. It was a break from the traditional 10:00am to 3:00pm schedule that was the mainstay of other Philippine banks. Many small businesses and individuals particularly those who worked until evenings, flocked and opened accounts with Asiatrust.
Asiatrust also offered pick-ups of deposits from customers and post-dated check warehousing, in which post-dated checks can be safe with banks until their deposit dates. These added conveniences helped the bank snare more clients, notably small & medium-sized businesses
Some banks took notice of Asiatrust’s meteoric capture of market share and also expanded their hours and services. Asia United Bank (AUB) absorbed Asiatrust in 2012 but its legacy of services for small businesses and entrepreneurs lived on in the Philippine banking industry.
Almost thirty (30) years later, amid the pandemic of 2020, Philippine banks have reversed these services. Citing the risks to public health, banks have shortened hours; some have even closed branches. Banks have reduced staff, resulting in long queues of clients at branches and long waits when calling customer service hotlines. Bank internet services have slowed thanks to surges in online transactions.
Banks serve an important function in ensuring enterprises and their supply chains keep running well. Cash-flow transactions between vendors and customers transpire mostly via banks. Foreign exchange dealings, such as letters of credit (LC’s) and wire transfers, happen in most cases through banks. Philippine bank executives repeatedly extol their commitment to customer service but they balance that priority with that of managing present-day risks in order to maintain the health of their finances.
When banks downgrade services, enterprises’ supply chain activities may suffer. When a bank is closed or the waiting line leading into it is too long, for instance, clients may find themselves unable to consistently do routine financial transactions. This can result in delays in payments to vendors and depositing collections from customers. Receipts of materials and deliveries of merchandise would be negatively affected.
Cutting back services, especially those dealing with foreign exchange transactions, can hamper the timelines of enterprises to import materials or export products.
Banks have a golden opportunity to grow if they would just focus on service.
In the Philippines, more than 65% of adult Filipino households don’t have bank accounts. That’s 65% in potential market growth for banks. Many Filipinos don’t deal with banks because either it’s a hassle for them (branches are inconveniently far from their homes or places of work) or because it’s simply discouraging to open accounts (e.g. too many forms to fill, minimum deposits, low interest rates, restrictions on loans).
Small businesses make up 99% of commerce in the Philippines. Which means they also likely make up 99% of supply chain transactions in the Philippines. Even if the remaining 1% of enterprises that comprise big businesses may hold a large share of the commerce, the revenue and investment potential of small enterprises cannot be discounted.
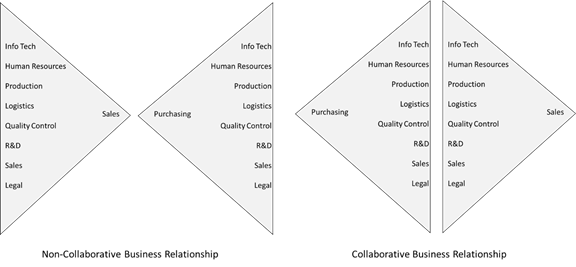
Banks aren’t just important to supply chains, they are much like them and can even be managed as such.
Banks purchase and deliver cash to and from branches and require the logistics of armoured cars. They not only tap the talent of managers and staff to serve clients but also have work systems that can be optimised (e.g. tellers and customer services).
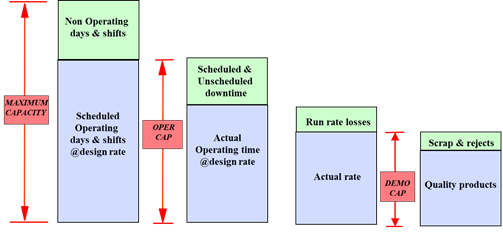
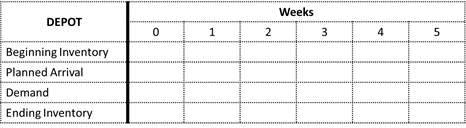
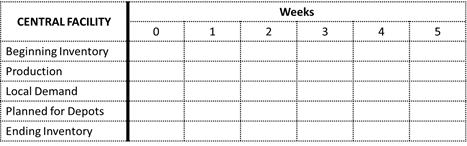
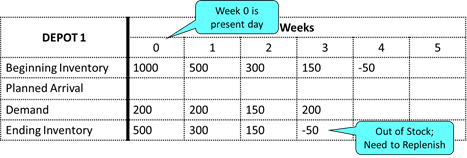
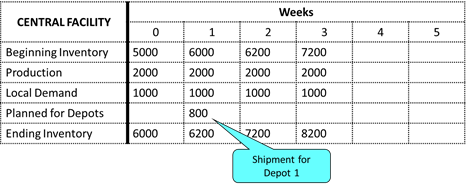
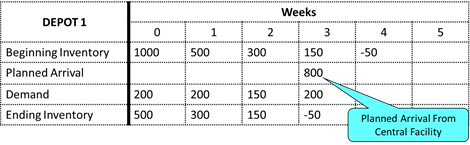
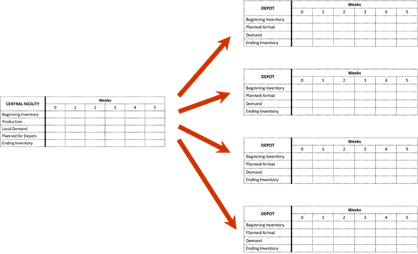
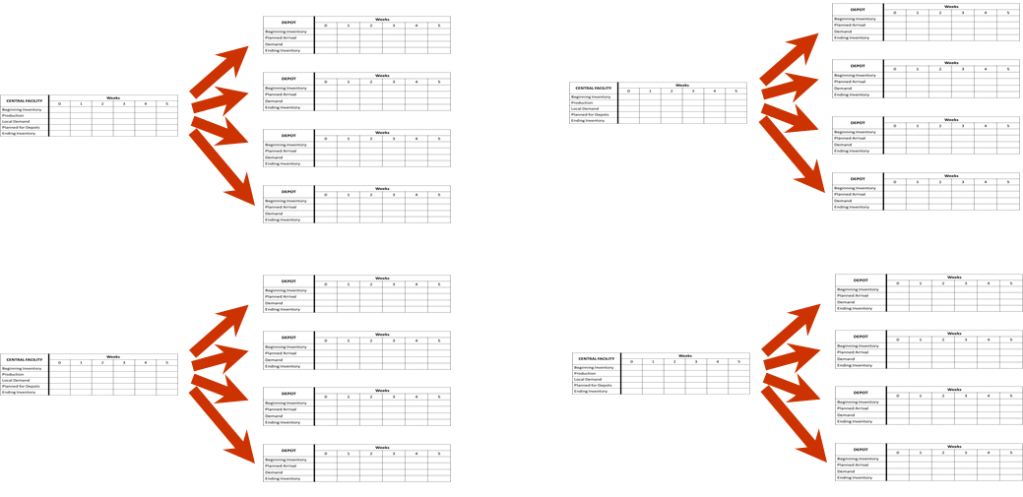
The science of determining how many branches to have and where to locate them are not much different from that for storage depots for manufacturing firms. And finding out how much capacity a branch should have (number of staff and how many operating hours) isn’t far from the capacity computations for assembly lines and logistics operations.
The risk management for banking operations which encompass safety and occupational health aren’t really unlike that for the standards and practices for supply chain operations.
Organisations with supply chains have been continually adapting to risk and improving customer service, pre-pandemic and amid the pandemic. If they can do it, banks can too.
The science of supply chain management and engineering can work for banks as much as it has in many industries. It just perhaps needs the insight to get it started.