How much can we make?
How much can we buy?
How much can we deliver?
These are typical questions executives ask their managers all the time. Executives often want straightforward answers; they’d rather be spared the complicated assumptions behind any of them.
Calculating capacities can be a headache. It’s never really as straightforward as a machine’s rate of production or how many items a person makes in a day. Operators sometimes slow machines down or speed them up. A shorter person may not make as much as a taller person. Raw materials from one vendor may lead to higher output than that from another supplier.
How executives view an enterprise’s supply chain capacity is also often different from that of employees. Executives usually prefer what’s the most that can be produced and delivered. Employees typically equate capacity with how much they have delivered in reality.
Answering the questions of capacity therefore requires knowing what assumptions to base on and what data and formulae to use.
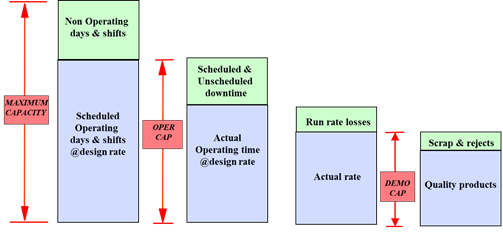
I usually propose three types of capacities for enterprises:
- Maximum Capacity
- Operating Capacity
- Demonstrated Capacity
Maximum capacity is how much an operation can make or deliver assuming it runs at its highest designed rate all the time, that is, 24 hours a day, seven days a week, 365 days a year (366 if it’s a leap year). No breaks, no shutdowns.
maximum capacity = design rate x 24 hours/day x 365 days/year
Note that it involves the highest designed rate, that is, what the operation is engineered to do. The design rate isn’t what it can actually do but what it’s supposed to be capable of.
Operating Capacity is how much an operation can make or deliver assuming it runs at its highest designed rate based on a schedule. Operating capacity computations are based on planned timetables but regardless of downtimes.
operating capacity = design rate x scheduled operating time
Note that operating capacity uses the highest design rate and 100% of the scheduled time. Operating capacity does not take into account planned or un-planned downtimes, such as break-times or time lost during an operation for whatever reason. For example, in a production process that has a design rate of 100 pcs per minute and is scheduled to run eight hours a day but with allowed breaks totalling 1-1/2 hours, the operating capacity would be:
operating capacity = 100 pcs/minute x 8 hours/day x 60 minutes/hour = 48,000 pcs/ day
Operating capacity does not factor in the break-time. It does not consider any slow-down from the design rate.
Demonstrated Capacity is based on the actual output of an operation. It is determined by multiplying the actual operating time with the actual operating rate:
demonstrated capacity = actual operating time x actual operating rate
The actual operating rate is the regular rate of output or what an operator or supervisor establishes as the equipment’s or workplace’s attainable output of items. The actual operating time is the total amount of time the operation was running after deducting planned and un-planned downtimes. For a production process that has a design rate of 100 pcs per minute, but an actual output of 5,000 pcs per hour that has a schedule of one eight-hour shift a day with 1-1/2 hour breaks, the demonstrated capacity would be:
demonstrated capacity = (8 – 1.5 hours) x 5,000 pcs/hr = 32,500 /day
Demonstrated capacity does not take into account the design rate or the total eight (8) hour scheduled shift. It only considers the actual operating time and actual rate of output. It does not, however, deduct any unacceptable output (e.g. scrap, rejects).
Executives, especially financial managers, prefer maximum capacity when it comes to assessing how well an enterprise is utilising its assets. If an enterprise’s supply chain schedules an operation at one (1) shift a day, it would be utilising at most one-third of an operations assets’ capability, which reduces the potential return on investment for the assets. For an enterprise’s owners, that would be tantamount as wasted opportunity.
Supply chain managers favour operating capacities in measuring efficiencies. Operating capacities would be the baselines to determine how reliable operations are.
Many operators and supervisors like demonstrated capacities for performance measurement. Some would see operating and maximum capacities as unreachable parameters. They’d instead measure their output against what they can attain, which would be demonstrated capacities.
When it comes to determining what the capacity of an operation is, one has to be aware of who’s asking and what is being looked for. Is it how much an operation is capable of? (Maximum Capacity). Is it how much can be achieved at full efficiency over a planned time frame? (Operating Capacity). Or is it how much can one realistically count on to attain? (Demonstrated Capacity).
Enterprise executives, managers, and engineers may have their own versions on capacities. It should be based on what one is after. An executive seeking the best return on investment would have a different perspective from an operator who wants to know how much can really be done.
Capacities apply to every operation. Variables such as design rates can be tricky to determine, especially if the design rate is to be determined from labourers or logistics. Supply chain engineers can help provide the data.
That’s what they’re there for.

One thought on “The Three Capacity Types”